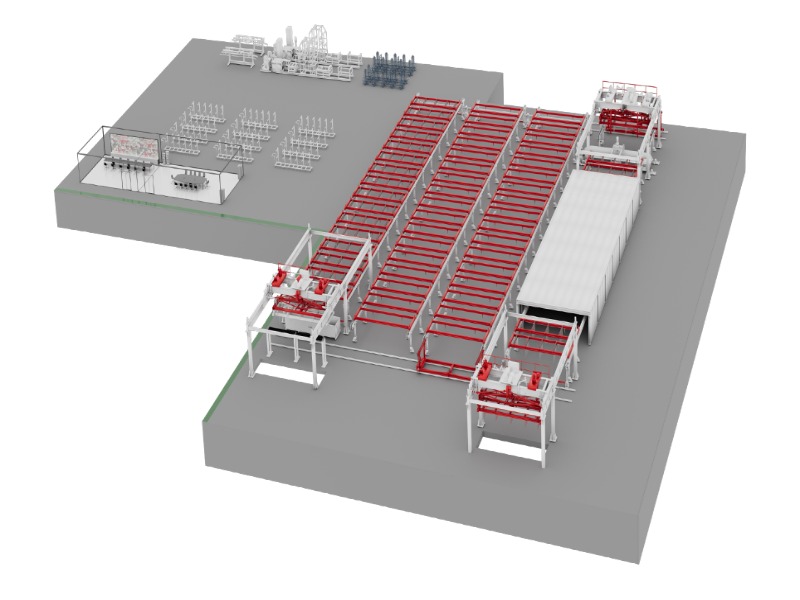
Den globale byggebransjen gjennomgår et paradigmeskifte mot bærekraftige, lette og høyytelses byggematerialer. I forkant av denne utviklingen er Autoclaved Aerated Concrete (AAC), et prefabrikert murprodukt som tilbyr eksepsjonell termisk isolasjon og strukturell integritet. Effektiviteten og kvaliteten til dette materialet er helt og holdent diktert av presisjonen til materialet AAC blokk produksjonslinje .
Råvareforberedelse og slurrybehandling
Grunnlaget for enhver produksjonslinje for AAC-blokker begynner med grundig forberedelse av råvarer. De primære komponentene inkluderer typisk silisiumholdige materialer (som flyveaske eller kvartssand) og kalkholdige materialer (kalk og sement).
I startfasen blandes sand eller flyveaske med vann og bearbeides i en kulemølle for å lage en fin slurry. Samtidig knuses kalk og gips og pulveriseres til fint pulver. Konsistensen og partikkelstørrelsesfordelingen på dette stadiet er kritisk, da de påvirker den kjemiske reaksjonen under den påfølgende skummeprosessen. Den bearbeidede slurryen lagres i store omrøringstanker for å forhindre sedimentering, noe som sikrer en jevn tilførsel til doseringssystemet.
Presisjonsdosering, blanding og støping
Når råvarene er klargjort, blir de overført til doserings- og blandeenheten - "hjernen" i AAC-blokkproduksjonslinjen. Dette stadiet krever nøyaktighet for å opprettholde de strukturelle egenskapene til sluttproduktet.
Doseringssystemet bruker automatiserte vekter for å veie slurryen, kalken, sementen og aluminiumspulveret i henhold til en forhåndsdefinert formel. Disse ingrediensene slippes deretter ut i en høyhastighetsblander. Tilsetningen av aluminiumspulver fungerer som gassdannende middel. Når den alkaliske kalken og sementen reagerer med aluminiumet, frigjøres hydrogengass og skaper millioner av små, jevne porer i blandingen.
Etter intensiv blanding støpes den flytende batchen inn i store stålformer. Denne støpeprosessen må utføres i et temperaturkontrollert miljø for å sikre at den kjemiske reaksjonen starter jevnt.
Forherding og heving (The Green Stage)
Etter støpeprosessen transporteres formene inn i et forherdekammer. I løpet av denne perioden "stiger" blandingen som brød når hydrogengassen utvider volumet. Dette stadiet varer vanligvis flere timer under spesifikke temperatur- og fuktighetsnivåer.
På slutten av forherdingen når materialet det som er kjent som "grønn kake"-stadiet. Blokkene er faste nok til å håndteres og kuttes, men forblir myke nok til å kuttes med presisjonstråder. Integriteten til AAC-blokkproduksjonslinjen avhenger sterkt av stabiliteten til denne forherdefasen for å forhindre interne sprekker eller strukturelle deformasjoner.
Høypresisjonsskjæring og forming
Kuttestadiet er kanskje den visuelt imponerende delen av AAC-blokkproduksjonslinjen. En dedikert kran fjerner den grønne kaken og plasserer den på en skjæremaskin.
Moderne produksjonslinjer bruker et skjæresystem med to akser:
- Horisontal skjæring: Ståltråder skjærer kaken i ønsket tykkelse og høyde.
- Vertikal/Tverrskjæring: Kaken kuttes i bestemte lengder.
Denne prosessen gjør det mulig å lage blokker, paneler og overliggere med ekstremt tette toleranser. Fordi materialet fortsatt er i sin "grønne" tilstand, kan alt avfall som genereres under skjæring resirkuleres tilbake til slurryforberedelsesstadiet, noe som gjør AAC-blokkproduksjonslinjen til en av de miljøvennlige produksjonsprosessene i industrien.
Autoklavering: Den hydrotermiske reaksjonen
Den definerende egenskapen til AAC er autoklaveringsprosessen. De kuttede blokkene lastes inn i en stor trykkbeholder kjent som en autoklav. Her blir de utsatt for høytrykksdamp (typisk 10 til 12 bar) og høye temperaturer (rundt 180 °C til 190 °C) i omtrent 10 til 12 timer.
Under disse hydrotermiske forholdene reagerer silika og kalsium for å danne Tobermorite - en krystallinsk struktur som gir AAC sin unike styrke, stabilitet og brannmotstand. Uten denne spesifikke kjemiske transformasjonen ville blokkene mangle den bæreevnen som kreves for moderne konstruksjon.
Sluttbehandling og kvalitetskontroll
Etter at autoklaveringssyklusen er fullført, blir blokkene avkjølt og flyttet til separasjons- og pakkelinjen. Fordi blokkene kan feste seg litt til hverandre under høytrykkskokingsprosessen, brukes ofte en "separator" for å skille dem forsiktig.
Den siste fasen av AAC-blokkproduksjonslinjen innebærer streng kvalitetsinspeksjon. Blokker sjekkes for dimensjonsnøyaktighet, trykkstyrke og tørr tetthet. Når de er verifisert, blir blokkene palletert og krympepakket for transport.
Teknisk sammendragstabell
Følgende tabell oppsummerer hovedfunksjonene til hver stasjon i et standard produksjonsanlegg:
| Produksjonsfasen | Primært utstyr involvert | Kjernemål |
|---|---|---|
| Materialforberedelse | Kulemølle, gylletanker | Oppnår jevn partikkelfinhet og slurrytetthet. |
| Dosering/blanding | Automatisk vekt, høyhastighetsmikser | Nøyaktig kjemisk formulering og initiering av gassfrigjøring. |
| Casting | Former, Distribusjonsbil | Hell blandingen for jevn volumekspansjon. |
| Kutting | Vertikale og horisontale skjæremaskiner | Forme den grønne kaken med høy dimensjonsnøyaktighet. |
| Autoklavering | Høytrykks autoklaver | Induserer den hydrotermiske reaksjonen for endelig styrke. |
| Emballasje | Separatorer, palletatorer | Klargjøring av ferdig produkt for logistikk og lagring. |
Konklusjon
AAC-blokkproduksjonslinjen representerer et mesterverk innen kjemisk og mekanisk teknikk. Ved å integrere automatisert dosering, presis trådskjæring og avansert hydrotermisk behandling, konverterer prosessen enkle jordmineraler til en byggeløsning. Ettersom byggeverdenen fortsetter å prioritere energieffektivitet og karbonreduksjon, vil rollen til AAC-blokkproduksjonslinjen forbli sentral i utformingen av fremtidens bærekraftige byer.